Recent Articles
-
Christmas Sword Buying Guide 2025
Dec 03, 25 10:53 PM

Create a Peen Block

A peen block is a block of mild steel attached to a pommel to give the peening of the tang to the handle a much more attractive, professional look.
Here is how it make one.
How to Create a Peen Block
Tutorial by SBG member Ye Old Gaffer
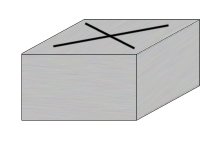
I start out by cutting out a small square of mild steel (1018 in this case), and marking the center as shown below.
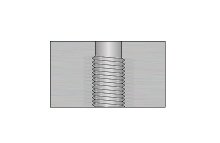
Next I drilled a hole through the center all the way through. I will be tapping the hole, and in this case I am using a 1/4 x 20 tap, so I drilled using a 7/32 bit.

I then tapped the hole, but I did not tap the entire hole. I stopped near the top. See below:
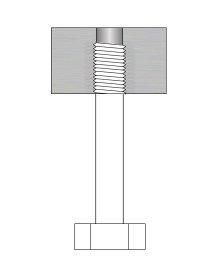
Why are we putting threads in the hole you ask? So you can screw in a bolt, and have something to hold onto while you grind and finish the peen block. I used a long 1/4 x 20 bolt, screwed it into the threaded hole, and now have a very convenient way to work with the very small peen block. By not threading the entire hole, you can tighten up the bolt in the peen block. See below:
Next I grind and sand the peen block to it's final shape. Go slow here,
try to keep the angles and sides even, and all the same size.
When
you are satisfied with the shape and finish of the peen block, then
you can enlarge the center hole to whatever size you need to fit over
the end of the tang.
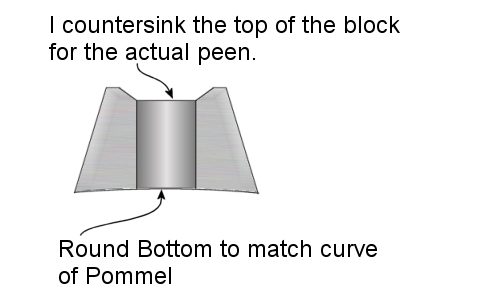
You will need to bevel the bottom of the
peen block a bit to fit the radius of the pommel, and you will want a
nice deep countersink in the top of the peen block as this will hold all
the metal for the actual peen.
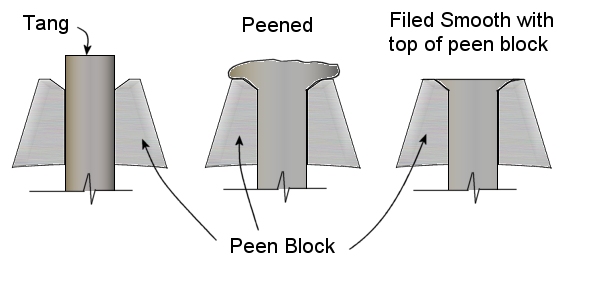
The below graphic shows how to peen using a peen block. Just make sure don't file much into the peen block while you are cleaning up the peen, you just want to get a nice flat top.
Here are some shots of the peen block on the tang ready for peening (some of the tang will be removed first), and the finished product.


I hope this tutorial on how to make a peen block has been helpful. To return to Sword Making 101 from Create a Peen Block, click here
Buying Swords Online Can Be DANGEROUS!
Find the Best Swords in the:

Popular & Recommended ARTICLES






The ONLY true free online magazine for sword enthusiasts. Delivered once a month on the 1st day of the month, no filler and no BS, just the latest sword news & info delivered straight to your inbox.
VISIT OUR SPONSORS:



